




加工ブログ
2010年2月
レーザーカッターでガスケットを製作する
2010年02月04日
今回はレーザー加工機で1ミリ厚のジョイントシートをカットしガスケットを製作します。
ガスケットは型を作り抜き加工で製作するのが一般的ですが、一品物やロットの小さいものを製作する場合は相対的に型代が高くついてしまいます。
カッティングプロッターなどで一品毎に加工することも可能ですが、ジョイントシートは硬いので刃物が磨耗したり、折れたりすることがよくあります。
レーザーは単品ものから型不要で、しかも刃物が折れる心配もないので、このような加工にはレーザーが便利です。
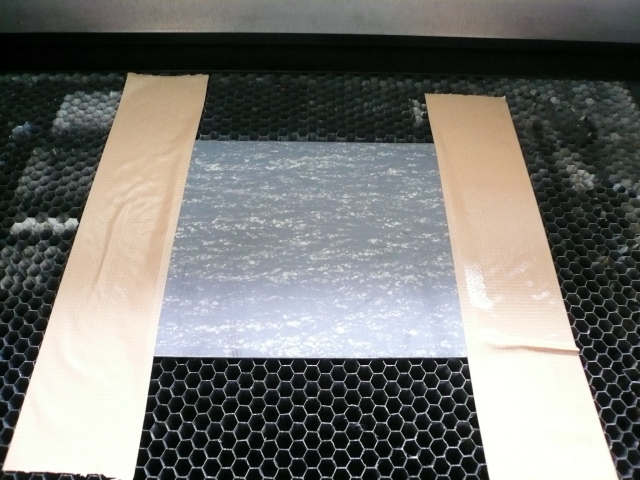
さて、早速加工テーブルの上にジョイントシートを載せましたが、もともとロール状に巻かれている材料なので、両端が浮かび上がるくせがついています。両端が浮かび上がるとレーザーの焦点距離が合わなくなり加工不良を起こすので、ガムテープで両端をしっかりとテーブルに貼り付けるように固定しました。
今回は30Wのレーザーを使用しましたが、1ミリ以上の厚みについては、さらにワット数の高いものが必要になります。
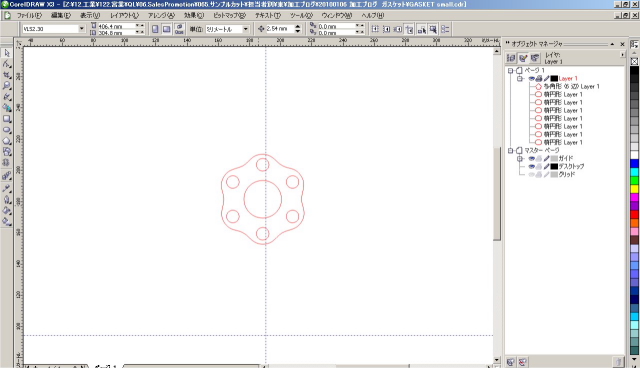
これがCorel Draw上のデータです。ベクター加工なので、線幅を極細線(0.001インチ)にしておく必要があります。ですから、ベクターデータを作成できないソフトは基本的にNGです。
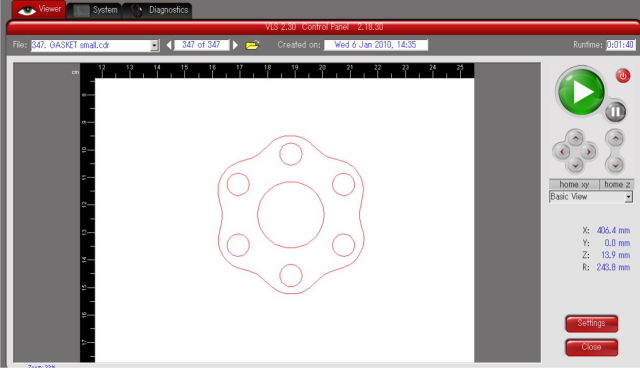
ファイルの印刷メニューから加工条件を入力し、UCP画面へデータを送りました。
加工をスタートしました。
火花のような強い光が出ています。ガスケットに限らず、レーザー光を加工中に凝視する事は目に良くありませんので注意が必要です。

写真では分かりませんが、かなりゆっくりカットしています。

加工終了直後のガスケットです。

はずしたところ。
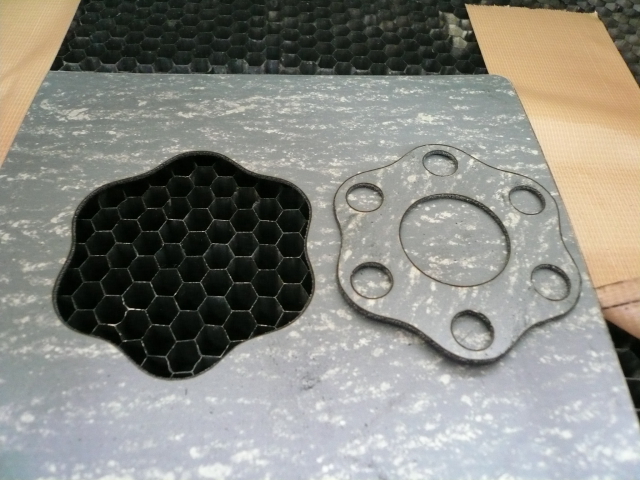
完成です。
断面が焦げますが、試作として使うには十分な出来かと思います。
断面のこげが気になる場合にはカッター等で削り取ることをお奨めします。
サンプルカット、ご注文・お見積もりのご要望は、弊社までお問合せ下さい。
電話:026-221-2211
参考までに今回の加工条件を載せておきます。
VLS2.30-30W 2.0インチレンズ エアー無し、集塵器有。
ベクター:Power :100%、 Speed :1.5%、 PPI: 800、 DPI: 5