




加工ブログ
木材
レーザーカッターで木材にマーキング
2015年04月10日
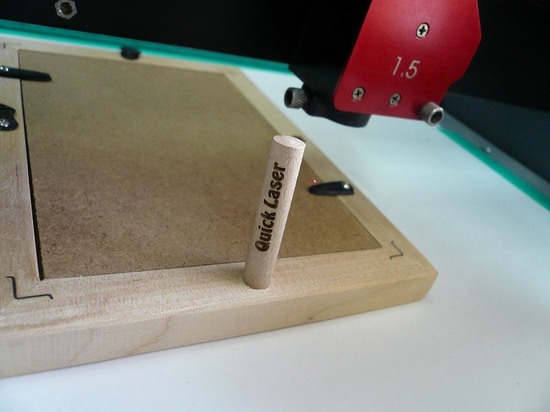
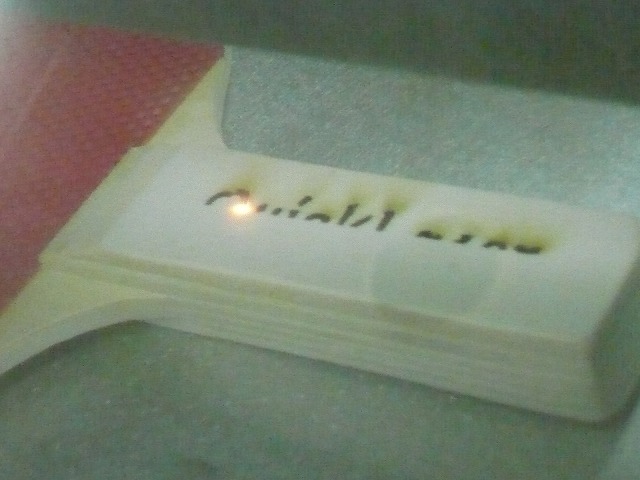
まずはワークをセットし、専用の治具を使いレンズの焦点を合わせます。

 エアーを噴き付けながら加工します。
エアーを噴き付けながら加工します。





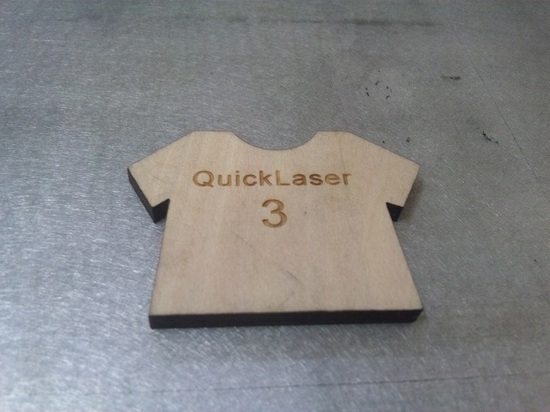
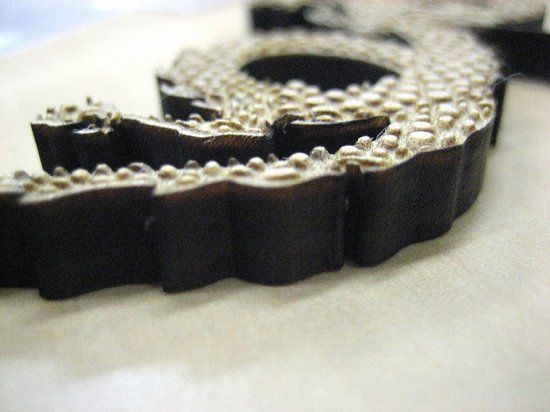
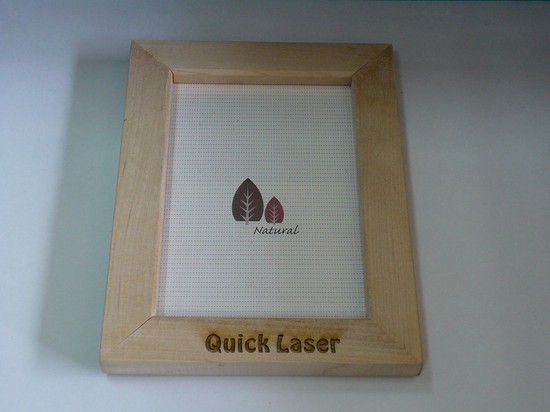
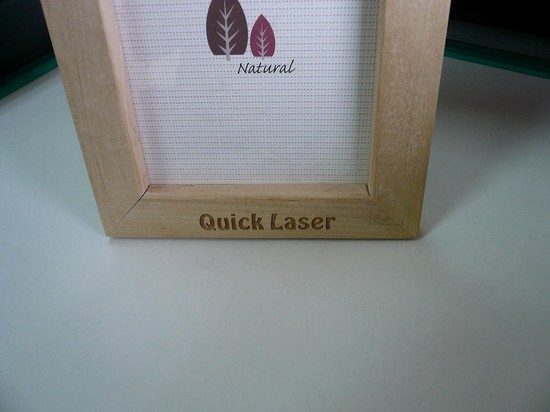
完成しました。
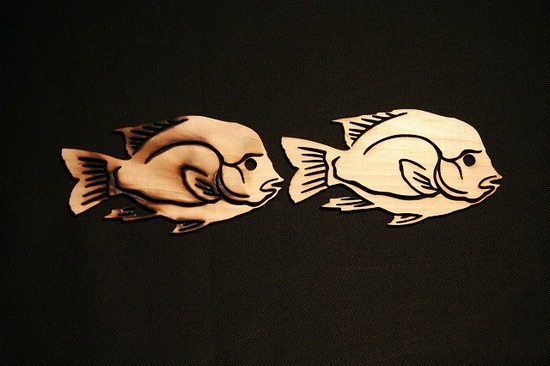
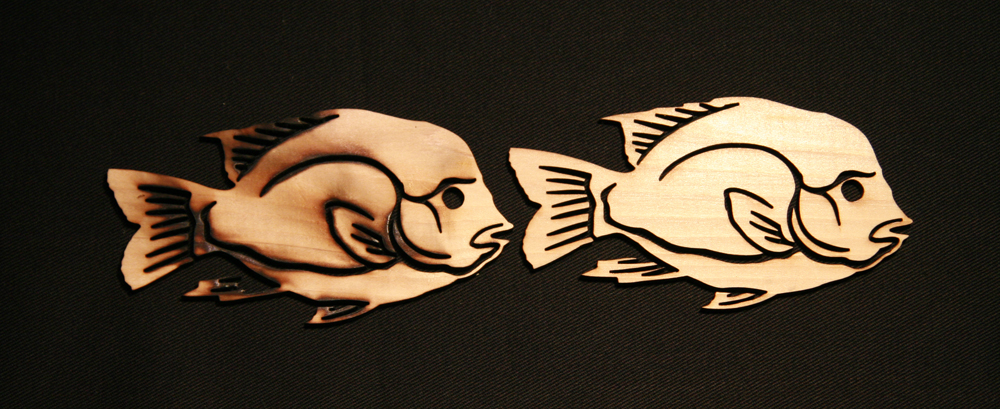
レーザーカッターで木材を加工する
2015年01月09日
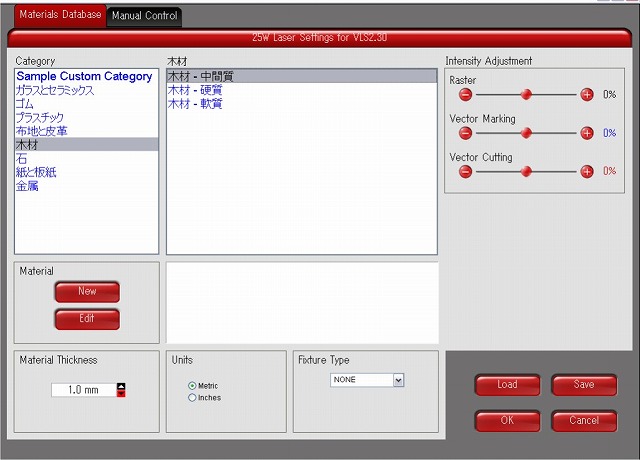
木材はその種類や、同じ種類の木材であってもその使用する部分によって、密度や樹脂量が異なります。その為、最適な加工結果を求める場合、マテリアルデータベース内に蓄積された加工条件を微調整しながら加工を行う必要があります。
加工時間を最短にする為には、加工速度を100%に設定してから、加工結果を見ながら出力を調整すると良いでしょう。
樹脂の量が多いと煙やヤニの量が多くなりますので、大きな素材を加工する場合は、マスキングテープなどでマスキングしてから加工すると綺麗な仕上がりになります。
マスキングできない場合は、加工後に軽く水を含ませたスポンジなどで拭くと綺麗になります。
木材切断には2.0"レンズが一般的です。画像など細かい彫刻を行う場合は、1.5"もしくはHPDFOレンズがお勧めです。
木材はレーザーのビームを吸収しやすい為ビームを照射した場合、スポット径が約二倍に広がります。その為、DPI設定を高く設定する必要はあまりありません。通常は、4程度でよいでしょう。
また、加工精度を求める場合は、スポット径の広がりを考慮してデータを作成すると綺麗な仕上がりになります。
エアーは加工の仕上がり具合を見ながら強弱の調整を行うと、綺麗な仕上がりになります。
強すぎるエアーは、逆に汚れを撒き散らす原因になるので注意が必要です。
{kind=link}
レーザーカッターで木札をつくる
2014年05月27日


レーザーカッターで木材にレーザーマーキング
2013年09月26日






レーザーカッターで石敢當(いしがんとう)ストラップをつくる
2012年09月19日





レーザーカッターの作品紹介
2012年02月17日




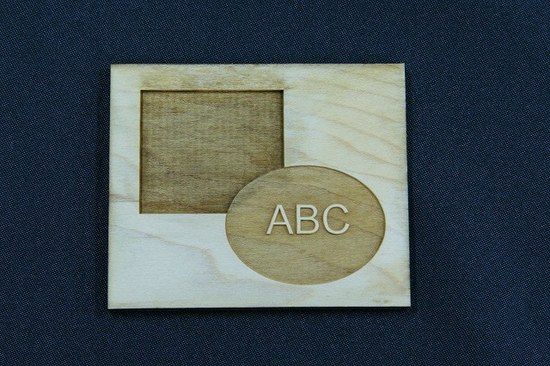
レーザーカッターでフォトフレームにレーザーマーキング
2011年11月02日







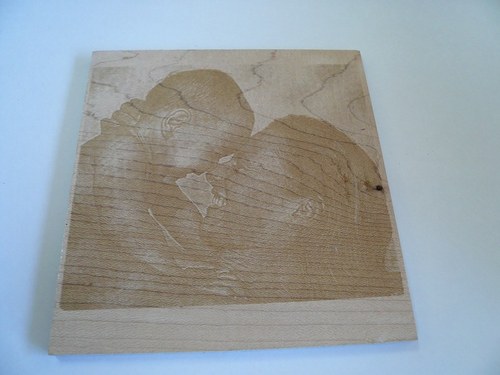
レーザーカッターで木材に画像マーキング
2011年10月18日
![125710155_3774c291f0[1].jpg](http://www.quick-laser.com/blog/archives/assets_c/2011/10/125710155_3774c291f0[1]-thumb-500x439-629.jpg)
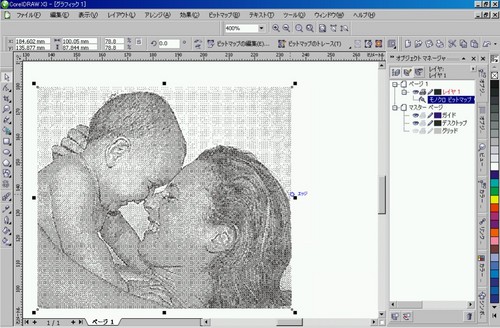
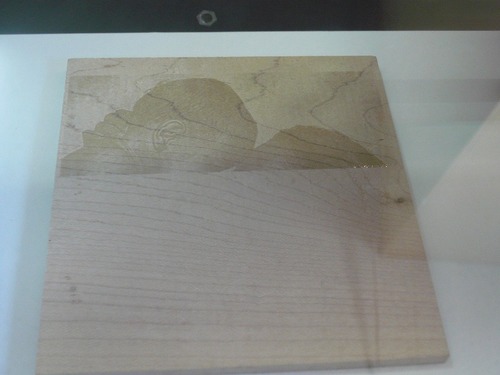
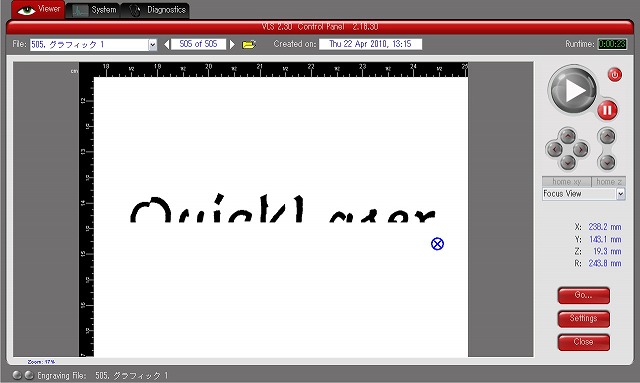
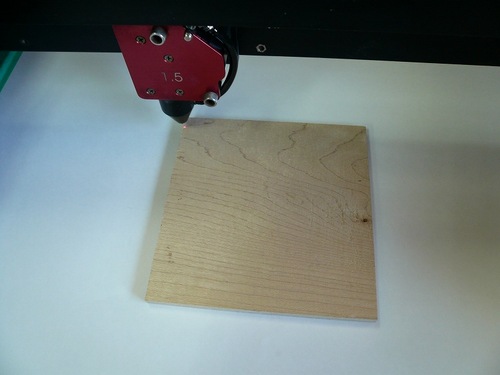 レーザーカッターは、X軸方向(左右)に動きながら、上から下へ加工していきます。
レーザーカッターは、X軸方向(左右)に動きながら、上から下へ加工していきます。





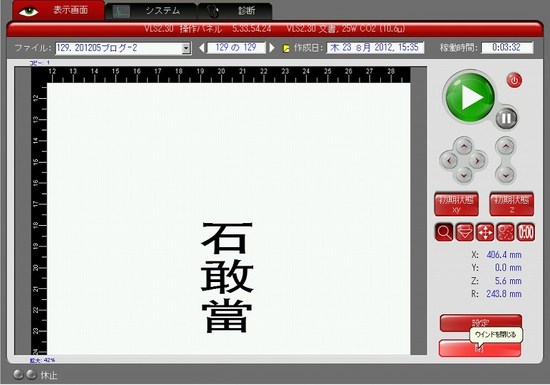
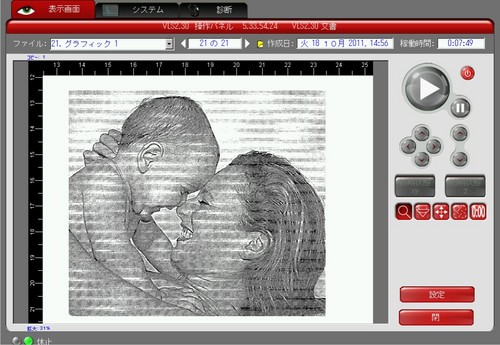
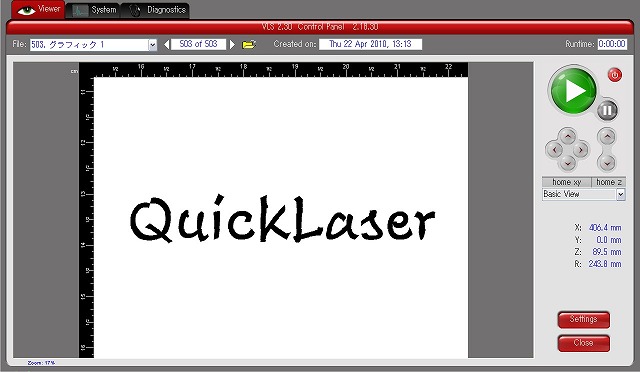
 そのころUCP画面でも、加工の進捗にあわせて画像データが現れてきます。
そのころUCP画面でも、加工の進捗にあわせて画像データが現れてきます。
新商品PLS6-MWの発表会
2011年06月09日
先日、ユニバーサルレーザシステムズのショールームにて、新商品となるPLS6-MWの発表会があったので参加してきました。




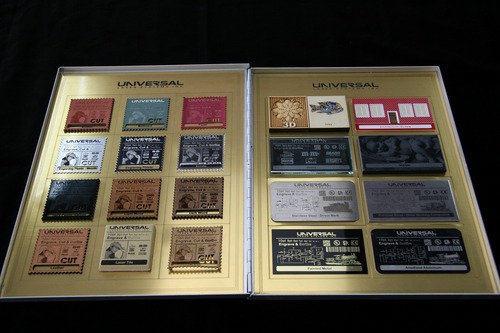
レーザーカッターのサンプル帳
2011年06月07日

レーザーカッターで木札をつくる
2010年10月07日








ラケットにレーザーマーキング
2010年06月10日




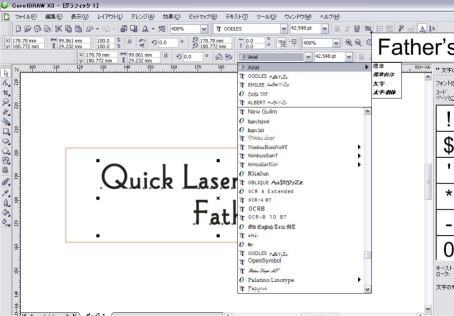
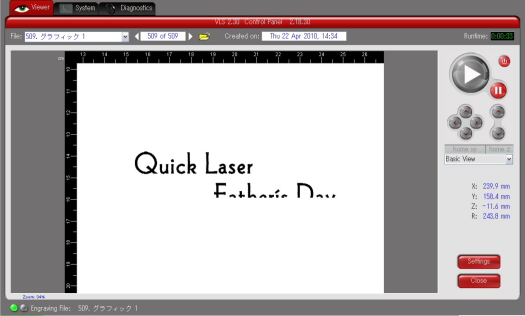
父の日のオリジナルギフト製作
2010年06月08日



レーザー加工機でオリジナル雑貨をつくる
2009年12月24日






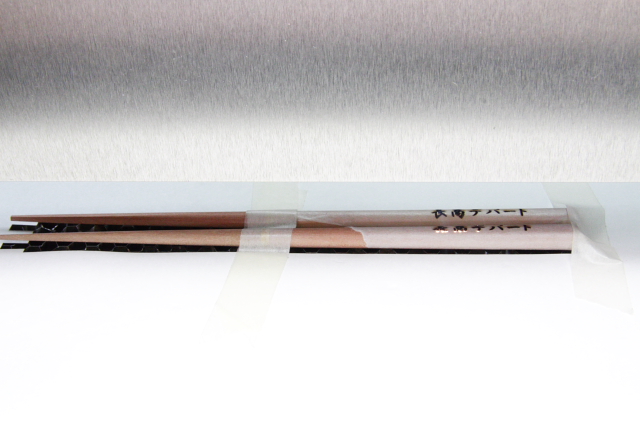
長商デパート金粉名入れマイ箸 その1
2009年09月30日


レーザーで箸に名入れ
2009年07月08日
今回は、箸への名入れです。
エコブーム、マイ箸ブームで最近はご要望の多い加工内容の一つです。
まずは、箸を置くための治具をつくります。
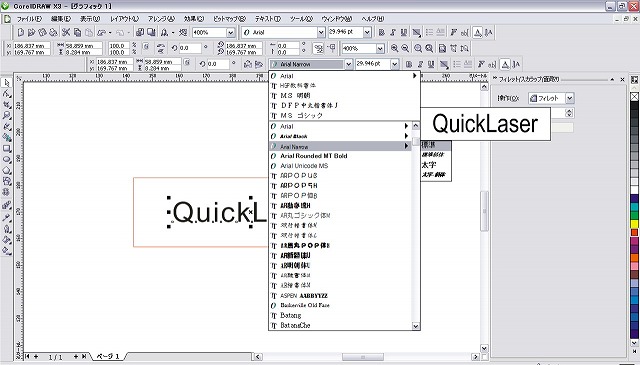
コーレルドロー上で箸が入るようなサイズの長方形を赤色で描きます。
赤色は後にベクターカットで、箸が収まる部分になります。
箸の先の方は細くしておいた方が箸が安定して加工性が向上します。
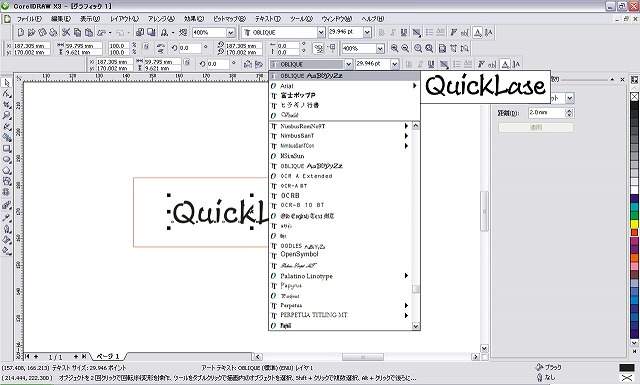
次は、青色で名前をラスター加工(彫刻)する文字を入れる目安の部分を作ります。

今回、治具には木材を使いまいしたが厚紙でも十分保持が可能です。
加工用テーブルにはカッティング専用の*ハニカムテーブルを使いました。
*純正アクセサリー【ハニカムテーブル】
アルミ製のハニカム状のテーブルです。切断される素材の裏面への影響を最小限にとどめます。格子から吸気するバキューム構造になっていて、下降方向への空気の流れを作り、軽い材料の固定を行ったり加工で生じる粉塵や噴煙をスムーズに排出することが出来ます。

治具のレーザー加工後です。

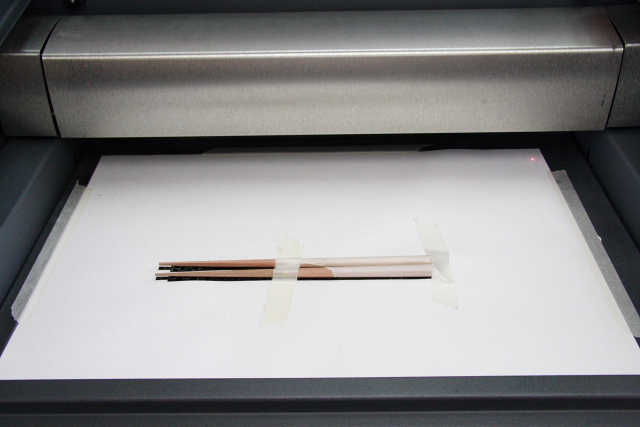
治具へお箸をセットします。
加工条件は箸の硬さや材質の違いにもよりますが、参考までに今回の加工条件をのせておきます。
使用機器:VLS2.30 25W
ラスター加工、レーザー出力(Power)70 %、スピード(Speed)50 %、PPI(パルス密度)500、DPI 6
始めは出力を弱くして箸の彫り具合をみて、2度彫、3度彫と同じ場所を何度か加工することによって深さを調整する事もできます。

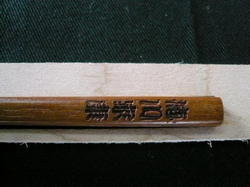
完成。
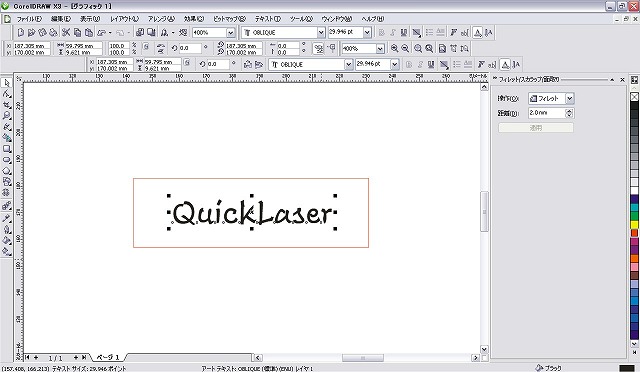
箸の名入れは、ソフト上(コ―レルドロー、イラストレーター等)でフォントや文字の大きさ、縦書き、横書き、左利き用、右利き用など細かく設定可能です。
漆の箸や、折りたたみ箸、エコブームでこれからマイ箸の需要はますます伸びていくと思います。
世界にただ一つだけの箸をレーザー彫刻してはいかがでしょうか。
サンプルをご希望の方は、弊社QL事業部までお問い合わせください。